

Home » Archives for tháng 9 2020
Bài đăng mới
-
 Viêm tủy răng chữa như thế nào ? Trước nhất chúng ta cần có chiếc nhìn bao quát về tủy răng mới có phương thức phương pháp điều trị tủy răn...
Viêm tủy răng chữa như thế nào ? Trước nhất chúng ta cần có chiếc nhìn bao quát về tủy răng mới có phương thức phương pháp điều trị tủy răn... -
Khi khách hàng bị viêm tủy dẫn đến mất răng, chuyên gia nha khoa sẽ lấy sạch tủy tiếp đó trị bệnh tốt những thực trạng sức khỏe răng miệng ...
-
Phương pháp điều trị tủy răng là giải pháp giúp người dùng sẽ không còn cảm thấy đau nhức gây khó chịu khi vùng tủy bị phơi nhiễm nữa. Tuy ...
-
 Lấy tủy răng xuất hiện với mục đích cắt bỏ những mô men răng đã bị nhiễm trùng và làm sạch ống tủy, sau đấy tiến hành các giải pháp trám bí...
Lấy tủy răng xuất hiện với mục đích cắt bỏ những mô men răng đã bị nhiễm trùng và làm sạch ống tủy, sau đấy tiến hành các giải pháp trám bí... -
Chào bác sĩ ! Xin nha sỹ giải đáp giúp tôi phẫu thuật cười hở lợi hết bao nhiêu tiền là tiết kiệm nhất ạ? Tôi bị cười bị hở lợi từ bé nên...
-
Khi bạn đã hồi phục sau ca phẫu thuật nội soi, điều quan trọng là phải nghỉ ngơi, ăn thực phẩm lành mạnh và giữ cho vết mổ của bạn sạch sẽ....
-
 Chào chuyên gia nha khoa, cháu bị sâu 2 cái răng hàm dưới, dẫn tới đau nhức rất nhiều. Cháu đã tới bệnh viện gần nhà làm kiểm tra thì nha s...
Chào chuyên gia nha khoa, cháu bị sâu 2 cái răng hàm dưới, dẫn tới đau nhức rất nhiều. Cháu đã tới bệnh viện gần nhà làm kiểm tra thì nha s... -
Sâu răng nếu không được chạy chữa kịp thời sẽ gây viêm tủy. Khi đó việc chữa trị viêm tủy nên làm sớm để kết thúc những cơn đau dữ dội và ...
-
CÂU HỎI: Thưa bác sỹ nha khoa, gần đây em hay bị đau răng dữ dội, rất mệt mỏi và không ăn uống được gì, cho nên mà em rất sợ mình bị bệnh v...
-
 Thưa bác sĩ nha khoa. Cháu bị sâu răng đã lâu những không có thời kì đi chữa, gần dây cháu bị đau buốt răng do viêm tủy. Nhức răng khiến ch...
Thưa bác sĩ nha khoa. Cháu bị sâu răng đã lâu những không có thời kì đi chữa, gần dây cháu bị đau buốt răng do viêm tủy. Nhức răng khiến ch...
Cách hàn sắt cho người mới bắt đầu cơ bản nhất
Nếu bạn đang bắt đầu công việc của một thợ hàn thì không thể bỏ qua các kỹ thuật hàn sắt cho người mới bắt đầu trong bài viết dưới đây.
Cách thiết lập dòng điện trong kỹ thuật hàn sắt
Tùy thuộc theo loại điện cực sử dụng mà thiết bị cần thiết lập dòng một chiều thuận, một chiều nghịch hay dòng xoay chiều. Cần phải chắc chắn rằng thiết bị được thiết lập chính xác trước khi thực hiện kỹ thuật hàn sắt.
Độ lớn của dòng hàn phụ thuộc vào đường kính que hàn và loại điện cực hàn mà người thợ sử dụng. Thông thường thông tin về dòng phù hợp với que hàn đều được nhà sản xuất que hàn cung cấp trên máy hàn sắt và sách hướng dẫn.
Có thể điều chỉnh dòng hàn theo cách tính sau: 1Amp tương ứng với 0.0254 mm đường kính que hàn.

Đối với người mới học cách hàn sắt chưa nắm chắc kỹ thuật hàn, có thể để dòng hàn ở mức thấp sau đó điều chỉnh tăng dần 5 đến 10 Amp rồi xem xét khả năng hàn cho phù hợp.
Điều chỉnh độ dài hồ quang
Độ dài hồ quang phụ thuộc vào từng loại que hàn và vị trí hàn. Với kỹ thuật hàn sắt, độ dài hồ quang hàn không nên vượt quá đường kính que hàn. Khi độ dài hồ quang quá ngắn thì có thể gây ra hồ quang không ổn định, có thể làm tắt hồ quang, vũng hàn đông cứng nhanh hơn và khả năng tạo vảy hàn cao hơn. Hồ quang quá dài sẽ gây lên hiện tượng bắn tóe mạnh, tốc độ kết tủa chậm và dễ rỗ khí.
XEM THÊM: Cách hàn sắt dày bằng máy hàn que
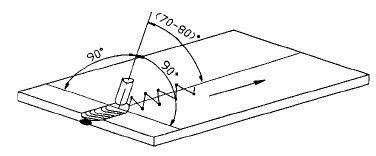
Chỉnh góc que hàn trong kỹ thuật hàn sắt cho người mới
Đối với hàn bề mặt, góc que hàn nên để từ 5 độ đến 15 độ theo hướng chuyển động, vị trí đứng khi hàn sắt bằng máy hàn hồ quang nên để góc que hàn từ 0-15 độ ngược chiều với hướng di chuyển que hàn.
Thao tác que hàn
Đối với người mới học kỹ thuật hàn sắt cần lưu ý chuyển động dọc theo trục mối hàn, duy trì và điều chỉnh độ dài hồ quang phù hợp. Chuyển động ngang cần duy trì độ rộng của đường hàn. Có nhiều loại chuyển động: ngang, liên tục và chuyển động ngắt quãng tùy thuộc vào độ dày của vật hàn. Với hàn vật sắt mỏng không cần có chuyển động ngang của que hàn vì độ rộng của hồ quang đã đủ làm đầy rãnh hàn.
Lựa chọn que hàn sắt phù hợp
Việc lựa chọn que hàn sắt ngoài phụ thuộc vào chiều dày vật hàn còn phải phù hợp với từng loại máy hàn khác nhau. Ví dụ :
➢ Đường kính que hàn 1.6mm – 3.2mm: máy hàn điện tử hồng ký hk 200e, máy hàn hồng ký 200n, máy hàn weldcom maxi 200, máy hàn hồng ký hk 200z (có thể kéo cả que hàn 4.0mm)
➢ Đường kính que hàn 3.2mm – 4.0mm: máy hàn que điện tử hồng ký hk 250z, máy hàn jasic zx7-250e
➢ Đường kính que hàn 4.0mm – 5.0mm: máy biến thế hàn hồng ký hk300d, Máy hàn que Jasic ARES 500(có thể hàn được que 6mm)
Vệ sinh vị trí đầu kẹp mass trên vật hàn
Hành động này sẽ giúp tăng tính tiếp xúc và dẫn điện tốt. Cụ thể bạn cần bắt kẹp mass gần với vị trí hàn. Khoảng cách đầu que hàn đến vật hàn thường bằng đường kính đũa hàn và góc độ nghiêng giữa đũa hàn và mặt phẳng hàn thường khoảng 70 độ.
TÌM HIỂU: Có nên mua máy hàn cũ không?
Hy vọng với những thông tin chia sẻ trên đây đã giúp bạn hiểu hơn về cách hàn sắt cho người mới. Nếu đang còn có thắc mắc bạn có thể liên hệ đến THB Việt Nam để được tư vấn nhé.
Công ty CP công nghệ THB Việt Nam
CHI NHÁNH HÀ NỘI
30 Mạc Thái Tổ, Yên Hòa, Q. Cầu Giấy
Tel: (024) 3793 8604 - 3219 1220
Email: sales@thbvn.com - info@thbvn.com
Zalo: 0904810817 - 0902148147
CHI NHÁNH HỒ CHÍ MINH
275F Lý Thường Kiệt, P. 15, Quận 11
Tel: (028) 6686 0682
Email: luan@thbvn.com - sales@thbvn.com
Zalo: 0979244335 - 0986568014
Hashtag: #maydochuyendung #thbvietnam #mayruaxe
Máy đo độ ngu - Câu chuyện mang ý nghĩa sâu cay
Một nông dân đã phát minh ra một cái máy tuyệt vời! Cái máy mà chỉ cần qua giọng nói là nó sẽ đo được độ ngu của người cần kiểm tra.

Máy được đưa ra chào bán ở hội chợ. Người ta thử đông lắm! Một phần vì tò mò, một phần vì muốn biết mình ngu đến đâu mà lựa lời phát ngôn cho ... đỡ ngu. Phí truy vấn mỗi lần là 20.000 đ
Anh nông dân phát minh ra máy đứng giới thiệu về tính năng của cái máy. Xong anh bỏ vào máy 20.000đ rồi hỏi: "Tau là nông dân nhưng tau chế ra mi thì tau ngu độ mấy?"
Nói xong bấm nút một phát. Máy quay một vòng in ra cái kết quả: "Quý khách ngu độ 1 vì chế ra tôi nhưng còn nhiều trục trặc."
Thằng sinh viên nói: "Tau thi vô trường đạt 27 điểm, thi ra trường tau là thủ khoa nhưng không tìm được việc làm. Tau ngu độ mấy?
Máy quay cái e! Rồi in ra: "Quý khách ngu độ 5 vì học giỏi nhưng cái tội ngu thi vào cái trường ngu."
Một thằng điên thấy rứa cũng bỏ 20 ngàn thử. Máy in ra bảo: "Đồ điên! Quý khách ngu độ 8!"
Đến lượt một tiến sĩ rởm vênh váo giới thiệu tau là tiến sĩ vừa bảo vệ thành công luận án. Hắn bỏ vô 20 ngàn để xem máy có dám đo độ ngu của mình không.
Máy chạy e......
Ngừng lại rồi chạy e......
Rồi chạy....
Người ta sốt ruột quá chừng!
Cuối cùng máy cũng in ra tờ kết quả: "Lỗi không tìm thấy! Hãy hỏi đứa phát minh vì không cập nhật đủ độ ngu như quý khách.
(Sưu tầm)
Chi tiết cách đo dòng rò trên xe máy chính xác
Đo dòng rò trên xe máy là cần thiết để phòng tránh những rủi ro trong quá trình sử dụng. Để thực hiện quá trình này bạn có thể sử dụng thiết bị đo điện ampe kìm hoặc đồng hồ vạn năng.
Nguyên nhân rò rỉ dòng điện trên xe máy

Rò rỉ điện năng trên xe máy nói riêng và của các thiết bị điện trong gia đình xảy ra do rất nhiều nguyên nhân khác nhau. Nhưng lý do chính vẫn là:
- Tuổi thọ của thiết bị càng cao thì nguy cơ rò rỉ điện càng lớn. Hãy hình dung một cỗ máy hoạt động nhiều năm sẽ dẫn đến hiện tượng hao mòn, hỏng hóc. Các thiết bị điện cũng vậy, làm việc liên tục trong một thời gian dài rất khó để tránh khỏi sự rạo rễu, xuống cấp và oxy hóa. Thế nên, đến một thời gian nhất định tại các thiết bị điện sẽ xuất hiện dòng rò rỉ.
- Đặt thiết bị điện quá sát tường, gần nơi để nước, không khô thoáng làm cho thiết bị ẩm mốc và dẫn đến hiện tượng rò rỉ. Theo thời gian tình trạng rò rỉ này sẽ càng nặng hơn, khi các dây điện xuống cấp và bắt đầu bị oxy hóa.
- Trong quá trình sửa chữa thiết bị, thợ tháo và lắp các bộ phận không đúng quy trình, khiến kết cấu thiết bị có sự thay đổi và dẫn đến rò rỉ điện.
- Tại một số thiết bị có lắp đặt bộ phận chống rò rỉ điện, nhưng vì một lý do nào đấy, chúng bị hỏng hoặc xảy ra sự cố nên dẫn đến rò rỉ điện ra bên ngoài.
- Rò rỉ điện có thể do tay ướt chạm vào vỏ thiết bị. Hoặc chuột, côn trùng cắn hở dây điện nằm bên trong thiết bị cũng gây nên tình trạng rò rỉ điện.
Cách đo dòng rò trên xe máy chính xác
Hiện tượng rò rỉ điện rất nguy hiểm cho dù xuất phát từ nguyên nhân nào đi chăng nữa. Chính vì vậy chúng ta cần phải phát hiện kịp thời các dòng rò rỉ điện trước khi chúng gây nên những hậu quả nghiêm trọng. Đo dòng điện rò rỉ sẽ giúp bạn phát hiện một cách dễ dàng nhất. Cách để đo dòng rò trên xe máy là sử dụng một đồng hồ đo ampe hoặc đồng hồ đo điện. Trước tiên hãy sử dụng một chiếc đồng hồ đo điện ampe kìm. Khi bạn đặt miệng kìm của thiết bị đo dòng rò rỉ, giá trị hiện tại của thiết bị dựa vào cường độ của từ trường xung quanh thiết bị, dây dẫn. Nếu bạn muốn đo được một cách chính xác hãy giữ sạch sẽ và tránh hư hại các mặt quai hàm của thiết bị đo. Đặc biệt chúng phải được đóng khép kín hoàn toàn không có bất kỳ một khoảng trống chứa đựng không khí.

Để đo được các dòng rò rỉ tiếp đất bạn hãy kiểm tra mạch của một pha bằng kẹp pha và trung tính. Khi đó, máy sẽ đo được tất cả các dòng rò rỉ nào đang tiếp đất. Đồng thời, kiểm tra mạch ba pha bằng kẹp xung quanh tất cả các mạch ba pha, một dây trung tính phải được kẹp chặt với dây dẫn. Lúc này trên máy sẽ hiện định mức của dòng rò rỉ tiếp đất.
Bút thử điện cũng có khả năng kiểm tra dòng rò rỉ điện nhưng ở định mức cao. Cách tiến hành cũng rất đơn giản, chỉ cần bạn chạm đầu bút vào thiết bị điện, nếu có rò rỉ đèn báo sẽ phát sáng.
Ngoài ra, khi thiết bị xảy ra tình trạng rò rỉ điện, nếu sờ tay vào bạn sẽ có cảm giác tê tê và người vẫn gọi là bị “mát”. Tuy nhiên cách này không thể xác định được định mức của dòng rò và rất nguy hiểm.
TÌM HIỂU:
Đồng hồ vạn năng loại nào tốt nhất hiện nay?
Hướng dẫn sử dụng đồng hồ đo vạn năng
Khi phát hiện dòng rò rỉ điện nên làm gì?
Dòng rò rỉ điện đe dọa trực tiếp đến tính mạng con người. Chính vì vậy khi phát hiện dòng rò rỉ điện bạn cần làm:
- Việc đầu tiên hãy đi dép trong nhà, tránh việc các dòng rò rỉ tiếp đất gây giật.
- Không chạm tay vào thiết bị điện rò rỉ. Nếu phải bắt buộc, hãy lau tay thật khô trước, hoặc sử dụng các dụng cụ bảo hộ có thể cách điện.
- Di dời thiết bị điện sang vị trí mới không thoáng hơn. Nếu thiết bị rò rỉ điện tại phần phích cắm hãy thay thế bằng một chiếc phích căm mới.
- Gọi thợ sửa chữa điện để đưa ra cách giải quyết tối ưu nhất. Đó có thể là việc thay thế linh kiện bị oxy hóa, hàn lại mạch điện hở, hoặc tháo và lắp lại các bộ phận bị hở bên trong máy sao cho hợp lý,…
Rò rỉ điện thực sự rất nguy hiểm vì vậy hãy luôn cảnh giác và kiểm tra các thiết bị điện năng thường xuyên. Ngay cả khi các thiết bị cũng không không tiềm ẩn nguy cơ dẫn đến rò rỉ điện.
Bạn có thể tham khảo một số loại thiết bị đo dòng rò dưới đây:
- Ampe kìm: Ampe kìm ac kyoritsu 2117r, Ampe Kìm Kyoritsu 2300R, Đồng hồ kẹp dòng Hioki
- Đồng hồ vạn năng: Đồng hồ vạn năng sanwa, Fluke 15b+, Đồng hồ đo vạn năng Sanwa cd800a
Hy vọng với những thông tin chia sẻ trên đây đã giúp bạn hiểu hơn về Cách đo dòng rò trên xe máy. Nếu bạn muốn mua thiết bị đo điện bạn có thể liên hệ đến THB Việt Nam để được tư vấn nhé.
Công ty CP công nghệ THB Việt Nam
CHI NHÁNH HÀ NỘI
30 Mạc Thái Tổ, Yên Hòa, Q. Cầu Giấy
Tel: (024) 3793 8604 - 3219 1220
Email: sales@thbvn.com - info@thbvn.com
Zalo: 0904810817 - 0902148147
CHI NHÁNH HỒ CHÍ MINH
275F Lý Thường Kiệt, P. 15, Quận 11
Tel: (028) 6686 0682
Email: luan@thbvn.com - sales@thbvn.com
Zalo: 0979244335 - 0986568014
Hashtag: #maydochuyendung #thbvietnam #ampekim #donghovannang